در دنیای امروزی کابینت سازان حرفه ای به خوبی می دانند که راهنمای ساخت کابینت هایگلاس نه فقط برای راه اندازی یک پروژه موفق ، بلکه برای رقابت حرفه ای در بازار ضروری است. برش ورق هایگلاس با دقت بالا ، اصول لبه چسبانی ورق هایگلاس با نوار مناسب و نکات نصب دقیق این ورق ها نکاتی هستند که حتی متخصصین هم گاهی ساده از آن عبور می کنند. در این مقاله تخصصی که علاوه بر رفع نیازهای شغلی شما برای سئوی سایت نیز طراحی شده ، همه موارد کلیدی به صورت مرحله به مرحله و بر اساس آخرین استانداردهای فنی و تجربیات کاربران حرفه ای بررسی می شود.
استفاده از ورق های هایگلاس در صنعت کابینت سازی به دلیل جلوه بصری چشم نواز ، سطح براق و آینه گون ، و مقاومت نسبتاً خوب در برابر رطوبت و سایش ، با استقبال چشمگیری روبرو شده است. اما این زیبایی و جذابیت ، چالش های خاص خود را نیز به همراه دارد که نیازمند دقت ، ظرافت و دانش فنی ویژه ای از سوی کابینت سازان است. از انتخاب ورق مناسب گرفته تا برش دقیق ، لبه چسبانی بی نقص و نصب صحیح ، هر مرحله از این فرآیند دارای ریزه کاری هایی است که می تواند تفاوت بین یک کار متوسط و یک اثر هنری را رقم بزند. این مقاله به عنوان یک راهنمای ساخت کابینت هایگلاس ، به تفصیل به این نکات کلیدی می پردازد تا شما را در ارائه بهترین کیفیت به مشتریانتان یاری رساند.
شناخت ساختار و ویژگی های ورق هایگلاس
ورق هایگلاس ترکیبیست از مغزی ام دی اف یا HDF ، یک لایه آستر ، و نهایتا روکشی براق (مثل PMMA یا PET) که سطحی آینه گون به شما می دهد. همانطور که در راهنمای ساخت کابینت هایگلاس اشاره می شود ، این سطح آینه ای هم مزیت داشته و هم نیاز به دانش فنی بیشتری دارد :
- سطح براق و بازتابنده : این ویژگی زیبایی خیره کننده ای به کابینت ها می بخشد و فضا را بزرگتر و روشن تر جلوه می دهد. اما همین خاصیت باعث می شود هرگونه نقص ، خط و خش ، یا ذرات گرد و غبار به وضوح دیده شود. بنابراین ، حفظ پاکیزگی محیط کار و دقت در حین کار بسیار حیاتی است.
- حساسیت به خط و خش : سطح هایگلاس ، به ویژه انواع با کیفیت بالاتر ، به نسبت ام دی اف معمولی ، مستعد جذب خط و خش است. استفاده از ابزار نامناسب ، تماس با سطوح زبر ، یا عدم استفاده از محافظ مناسب در حین برش و نصب ، می تواند به سرعت ظاهر ورق را خراب کند.
- کیفیت مغزی و روکش : ضخامت ، کیفیت مغزی ( ام دی اف یا HDF) و نوع و ضخامت روکش (PMMA ، PET ، یا سایر مواد مشابه) نقش مهمی در کارایی نهایی ، دوام ، مقاومت در برابر ضربه و تابش نور UV (برای جلوگیری از زرد شدن) دارند. انتخاب ورق با مغزی متراکم و روکش مقاوم ، اساس یک کار با کیفیت است.
- تفاوت های تولیدی برندها : هر برند و کارخانه ، جزئیات پرس و کیفیت متفاوتی ارائه می دهد. چسبندگی لایه روکش به مغزی ، تراکم مغزی ، و دقت ابعاد ورق ها در برندهای مختلف متغیر است. شناخت این تفاوت ها به انتخاب بهتر و پیش بینی رفتار ورق در حین کار کمک می کند. به عنوان مثال ، برخی ورق ها ممکن است به دلیل چسبندگی ضعیف تر ، مستعد لب پریدگی در حین برش باشند.
نکات کلیدی قبل از شروع برش
قبل از آغاز برش ورق هایگلاس ، از این نکات غافل نشوید :
- تنظیمات دستگاه اره : تنظیمات دستگاه اره (چه اره میزی ، چه اره فارسی بر و چه اره دورکن) باید بدون هیچگونه لنگی ، لق بودن یا ارتعاش اضافی باشد. شل بودن تیغه ، بلبرینگ ها یا بازوی اره ، اولین دلیل ایجاد لبه های ناهموار و لب پریدگی در ورق هایگلاس خواهد بود. قبل از شروع کار ، تمامی اتصالات دستگاه را چک کرده و از استحکام آن ها اطمینان حاصل کنید.
- کیفیت تیغه اره : استفاده از تیغه اره دندانه ریز و سالم ، حیاتی ترین بخش برش است. تیغه های کند یا با دندانه های نامنظم ، باعث کشیده شدن روکش ، ایجاد خراش و لب پریدگی در لبه های برش می شوند. تیغه های با قطر بزرگتر و دندانه های کاربایدی ، معمولاً نتیجه بهتری ارائه می دهند. برای ورق های هایگلاس ، تیغه های مخصوص ام دی اف با زاویه برش مناسب (معمولاً زاویه منفی کم) توصیه می شود.
- حفظ فیلم محافظ : از محافظ فیلم شفاف یا کاغذی که معمولاً روی سطح براق ورق هایگلاس کشیده شده است ، تا آخرین مرحله جدا نکنید. این فیلم محافظ ، اصلی ترین سد دفاعی در برابر خراشیدگی و ضربات احتمالی در حین حمل و نقل ، برش و حتی مونتاژ است. برداشتن زودهنگام این لایه ، ریسک آسیب به سطح براق را به شدت افزایش می دهد.
راهنمای مرحله به مرحله برش ورق هایگلاس
در ارائه خدمات برش ورق ام دی اف هایگلاس ، برش دقیق ، پایه و اساس یک کابینت چشمگیر است. در راهنمای ساخت کابینت هایگلاس باید به این موارد توجه کرد :
ابزار مناسب برش
- اره دورکن با تیغه الماسی دندانه ریز : بهترین گزینه برای برش ورق های هایگلاس ، استفاده از دستگاه اره دورکن (Panel Saw) است. این دستگاه ها با قابلیت تنظیم دقیق ارتفاع و زاویه تیغه ، و همچنین سیستم مکش قوی برای جمع آوری خاک اره ، امکان برش تمیز و دقیق را فراهم می کنند. استفاده از تیغه اره دندانه ریز (مثلاً ۶۰ تا ۸۰ دندانه برای برش مستقیم) و ترجیحاً از جنس الماسه (کارباید) که دوام و تیزی بیشتری دارد ، ضروری است. برخی دستگاه های دورکن دارای تیغه های پیش بر (Scoring Blade) نیز هستند که برای برش های اولیه جهت جلوگیری از لب پریدگی در لایه های سطحی بسیار مؤثرند.
- سرعت پیشروی : سرعت پیشروی دستگاه باید متوسط تا آهسته باشد تا از لب پریدگی و حرارت بیش از حد در ناحیه برش جلوگیری شود. سرعت خیلی بالا باعث می شود تیغه با فشار بیشتری از ورق عبور کند و احتمال پریدگی لبه ها و ایجاد موج در سطح براق را افزایش دهد. سرعت پایین نیز ممکن است باعث سوختگی لبه ها یا گیر کردن تیغه شود ، بنابراین پیدا کردن سرعت بهینه از طریق آزمون و خطا یا بر اساس توصیه های سازنده دستگاه و تیغه ، ضروری است.
خرید ابزار برش مناسب از بازار چهاردانگه
تنظیمات اره
- زاویه تیغه : زاویه تیغه نسبت به سطح ورق بسیار مهم است. زاویه تیغه باید تا حد امکان عمود بر ورق باشد (معمولاً انحراف نباید بیش از یک درجه داشته باشد). انحراف زاویه ای تیغه می تواند باعث ایجاد حالت کله قندی در لبه برش و همچنین افزایش فشار ناهمگون بر روی روکش هایگلاس شود. تنظیم دقیق زاویه تیغه در دستگاه های مدرن ، یک مزیت رقابتی محسوب می شود.
- فشار دست : فشار دست اپراتور باید یکنواخت باشد تا سطح آینه ای دچار خراش نشود. هنگام هدایت ورق در دستگاه اره ، نباید فشار اضافی وارد کرد. استفاده از میز کار مناسب ، ریل های هدایت کننده و مکانیزم های کمکی ، به حفظ یکنواختی فشار و جلوگیری از انحراف ورق کمک می کند.
تجربه کابینت سازهای حرفه ای در ساخت کابینت هایگلاس
در سایت های تخصصی کابینت سازی ، بسیاری از کاربران گزارش داده اند که استفاده از تیغه های بی کیفیت یا سرعتِ دست بالا به راحتی باعث ایجاد لبه خرد و خش در سطح هایگلاس می شود. برخی تصور می کنند فقط برندهای خارجی «لبه محکم» دارند اما واقعیت این است که تنظیم دستگاه و ظرافت اپراتور نقش خیلی بیشتری دارد. به عنوان مثال ، یکی از کابینت سازان با تجربه بیان کرده بود که بعد از سال ها کار با دستگاه های مختلف ، متوجه شده است که تیغه اره ای که برای برش ام دی اف معمولی استفاده می کرده ، برای هایگلاس مناسب نبوده و حتی با دستگاه نو هم مشکل داشته است. پس از تعویض تیغه با نمونه مخصوص هایگلاس و تنظیم دقیق دور موتور و سرعت پیشروی ، کیفیت برش به طور چشمگیری بهبود یافته است. این نشان می دهد که تجهیزات مناسب و دانش فنی ، بیش از برند دستگاه یا ورق ، در نتیجه نهایی تاثیرگذارند.
نکاتی برای کاهش خط و خش هنگام برش
مقاومت ورق هایگلاس در کابینت با ورق ام دی اف عادی متفاوت است. به این منظور باید در عملیات برش نیز احتیاط زیادی داشت:
- جهت برش : همیشه از طرف روکش نشده یا مات ، شروع به برش کنید تا بخش براق آسیب نبیند. اگر برش از سمت روکش براق شروع شود ، لایه محافظ ممکن است در هنگام خروج تیغه از قطعه ، همراه با تراشه ها کنده شود و به سطح براق آسیب برساند. ابتدا برش از سمت پشتی انجام شده و سپس برش نهایی از سمت روکش دار ، نتیجه بهتری خواهد داشت.
- برش دو مرحله ای (Scoring) : در صورت امکان ، از حالت دو مرحله برش (Scoring) بهره بگیرید. این تکنیک شامل یک برش اولیه با عمق کم (حدود ۱-۲ میلیمتر) برای ایجاد یک شیار دقیق روی سطح براق و سپس برش اصلی با عمق کامل است. این کار لایه براق را به طور کامل در مسیر برش هدایت کرده و از لب پریدگی جلوگیری می کند. بسیاری از دستگاه های اره دورکن پیشرفته ، دارای تیغه اسکورت هستند که این کار را به صورت اتوماتیک انجام می دهد.
- محافظت از قطعات کوچک : برای قطعات کوچک ، حتماً تکه چوب محافظ (Buffer Wood) زیر قطعه قرار دهید. این تکه چوب ، هنگام عبور تیغه از انتهای قطعه ، از لب پریدگی لبه پشتی جلوگیری کرده و همچنین از میز اره در برابر تماس مستقیم تیغه محافظت می کند. این عادت ساده ، عمر دستگاه و کیفیت قطعات کوچک را تضمین می کند.
لبه چسبانی ورق هایگلاس : اصول کاربردی و نوع نوار لبه
هر چقدر برش عالی باشد ، کیفیت نهایی کابینت با لبه چسبانی ورق هایگلاس مشخص می شود. لبه چسبانی نه تنها جنبه زیبایی شناختی دارد ، بلکه به حفظ استحکام ، جلوگیری از نفوذ رطوبت به مغزی ام دی اف و مقاومت در برابر ضربه نیز کمک می کند.
انواع نوار لبه مناسب برای هایگلاس
سازنده کابینت یا برش کار ورق ام دی اف ، برای خرید نوار لبه پی وی سی ام دی اف بداند که انواع نوار لبه کدام است:
- نوار PVC : این نوع نوار ، بیشترین کاربرد را در صنعت کابینت سازی دارد. نوار پی وی سی با ضخامت های مختلف (معمولاً ۰.۸ تا ۵ میلیمتر) و در طیف وسیعی از رنگ ها و طرح ها موجود است. برای هایگلاس ، استفاده از نوارهای PVC با ضخامت ۱ یا ۱.۵ میلیمتر و با براقیت مشابه سطح هایگلاس ، توصیه می شود. نوارهای PVC انعطاف پذیری خوبی دارند اما در طولانی مدت ممکن است در برابر تغییرات دما حساس باشند.
- نوار ABS : نوار ABS (Acrylonitrile Butadiene Styrene) نسبت به PVC ، مقاومت بیشتری در برابر ضربه ، سایش و حرارت دارد. همچنین ، چسبندگی بهتری به سطوح مختلف ، از جمله هایگلاس ، نشان می دهد. نوارهای ABS اغلب دارای لایه براق تری هستند که به خوبی با سطح هایگلاس هماهنگ می شود. قیمت این نوارها معمولاً بالاتر از PVC است.
- استفاده از نوار اکریلیک : برخی تولیدکنندگان ورق هایگلاس ، نوارهایی با نام اکریلیک یا مشابه آن ارائه می دهند که دقیقاً با طرح و براقیت روکش هایگلاس مطابقت دارد. این نوارها (مانند نوار المیرا پلاس یا مشابه آن) ظاهری کاملاً یکپارچه ایجاد می کنند. با این حال ، چسبندگی این نوارها ممکن است در برخی برندها به اندازه PVC یا ABS نباشد و نیازمند دقت بیشتر در تنظیم دستگاه و کیفیت چسب باشد.
| نوع نوار | ضخامت پیشنهادی | مزایا | معایب |
|---|---|---|---|
| PVC | ۰.۸ – 5mm | منعطف، مقاوم به مواد شوینده، قیمت مناسب، تنوع بالا | احتمال ترک خوردگی در اثر ضربه شدید یا تغییرات دمایی شدید، مقاومت کمتر در برابر سایش نسبت به ABS |
| ABS | ۱ – 5mm | مقاومتر به ضربه و سایش، چسبندگی بهتر، انعطافپذیری نسبی، مقاومت حرارتی بالاتر | قیمت بالاتر نسبت به PVC، تنوع رنگی کمتر در برخی موارد |
| اکریلیک | 1mm | تطابق ظاهری و براقیت عالی با روکش هایگلاس، ایجاد ظاهری کاملاً یکپارچه | چسبندگی کمتر در برخی برندها، حساسیت بیشتر به خط و خش، قیمت بالا |
مراحل اجرای لبه چسبانی
- تنظیم دمای دستگاه لبه چسبان : دمای دستگاه لبه چسبان باید بین ۱۷۰ تا ۲۰۰ درجه سانتی گراد تنظیم شود. این دما به چسب اجازه می دهد تا به صورت روان ذوب شده و چسبندگی ایده آلی با نوار و ورق ایجاد کند. دمای خیلی پایین باعث عدم چسبندگی کافی و دمای خیلی بالا ممکن است باعث ذوب شدن یا تغییر رنگ نوار و آسیب به روکش هایگلاس شود.
- استفاده از چسب مرغوب : استفاده از چسب مخصوص لبه چسبان (معمولاً گرانول چسب EVA) که کیفیت بالایی دارد ، برای نوار براق هایگلاس ضروری است. چسب باید به طور یکنواخت و با پوشش کامل بر روی لبه ورق اعمال شود.
- عبور یکنواخت قطعه : قطعه هایگلاس باید به صورت آرام و یکنواخت از دستگاه لبه چسبان عبور کند. هرگونه توقف ناگهانی یا حرکت شتاب زده می تواند منجر به عدم چسبندگی کامل ، ایجاد حباب هوا یا ناهماهنگی در چسباندن نوار شود. دستگاه های اتوماتیک با سیستم تغذیه خودکار ، این فرآیند را تسهیل می کنند.
- زمان سرد شدن : پس از عبور قطعه از دستگاه ، باید چند دقیقه (بسته به نوع چسب و ضخامت نوار) برای سرد شدن کامل چسب و نوار و تکمیل اجرای لبه چسبانی انتظار کشید. قبل از پاکسازی چسب اضافه یا پرداخت نهایی ، اطمینان حاصل کنید که نوار به طور کامل به لبه چسبیده است.
باور نادرست کاربران و تصحیح آن
یک باور رایج در نظرات کابینت سازها این است که:”هر نوار لبهای به هایگلاس می خورد” یا نیازی به توجه نقطه ای نیست. اما تجربه نشان داده اگر رنگ ، ضخامت و براقیت نوار همسان با روکش نباشد ، کار نهایی جلوه حرفه ای خود را از دست می دهد و حتی ممکن است بعد از مدتی نوار کنده شود. ب
ه عنوان مثال ، استفاده از نوار PVC مات برای لبه چسبانی ورق هایگلاس براق ، تفاوت محسوسی در ظاهر ایجاد می کند و از زیبایی کار می کاهد. یا استفاده از نواری با ضخامت کمتر از ۰.۸ میلیمتر ، استحکام کافی را برای لبه فراهم نمی کند. همچنین ، برخی تصور می کنند که چسب اضافه باقی مانده روی سطح براق هایگلاس را می توان به راحتی با هر ماده ای پاک کرد؛ در صورتی که چسب های حرارتی در صورت خشک شدن ، ممکن است به سختی پاک شوند و حتی سطح را خراش دهند.
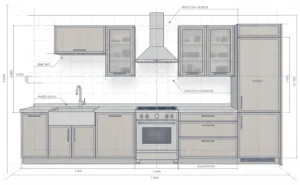
نکات کلیدی نصب و چیدمان ورق هایگلاس
نصب صحیح ، مرحله نهایی تضمین کننده کیفیت کار است. هر اشتباهی در این مرحله می تواند زحمات قبلی را هدر دهد.
حمل و نقل و نصب
- حمل و نقل ایمن : حمل ورق هایگلاس باید با محافظ مناسب (مانند لایه های فوم یا موکت) انجام شود تا از ایجاد خط و خش یا ضربه به سطح براق جلوگیری شود. ورق ها باید به صورت عمودی یا با زاویه مناسب حمل شوند و از کشیده شدن روی سطوح زبر خودداری شود.
- دقت در نصب : هنگام نصب بدنه کابینت و درب ها ، برخورد سطح براق با ابزار تیز (مانند پیچ گوشتی ، دریل ، یا لبه کمد) یا زمین ، موجب آسیب جدی و ایجاد خراش های عمیق و غیرقابل ترمیم خواهد شد. استفاده از محافظ های موقت (مانند چسب نواری کاغذی یا پارچه ای) در نقاط حساس می تواند کمک کننده باشد.
- پیش سوراخ کاری : پیچ کاری باید از قبل سوراخ شود (پیش سوراخ) تا ترک خوردگی روی سطح ورق یا مغزی ایجاد نشود. ایجاد سوراخ اولیه با مته ای که کمی کوچکتر از قطر پیچ است ، از تمرکز تنش در نقطه اتصال جلوگیری کرده و از شکاف برداشتن هایگلاس جلوگیری می کند.

تجربه نصابان حرفه ای
یکی از نصاب های معروف کابینت در یک سایت تخصصی نوشته :
« اگر بعد از لبه چسبانی ، با پارچه خشک سطح را تمیز نکنید ، چسب اضافه بعداً سخت میشه و پاک کردنش عملاً نشدنیه! »
این تجربه نشان می دهد که حتی جزئیات ظاهری مانند پاکسازی چسب اضافه نیز در کیفیت نهایی کار تاثیرگذار است. علاوه بر این ، برخی نصابان حرفه ای پیشنهاد می کنند که قبل از نصب نهایی درب ها ، از تراز بودن سوراخ های روی بدنه و درب اطمینان حاصل کنید تا هنگام پیچ بندی ، فشار نامتعارفی به لولاها و ورق هایگلاس وارد نشود.
جدول مراحل اجرای برش ، لبه چسبانی و نصب ورق هایگلاس
| مرحله | ابزار/روشن | نکته کلیدی |
|---|---|---|
| برش | اره دورکن با تیغه الماسی دندانهریز، تنظیم سرعت پیشروی، برش دو مرحلهای | فیلم محافظ تا پایان کار باقی بماند. برش از سمت پشتی ورق آغاز شود تا لبه آسیب نبیند. |
| لبه چسبانی | دستگاه لبهچسبان اتوماتیک، چسب مرغوب EVA، نوار PVC / ABS / اکریلیک | دمای مناسب دستگاه (بین ۱۷۰ تا ۲۰۰ درجه). هماهنگی کامل رنگ و براقیت نوار با ورق. تمیزکاری سریع چسب اضافی. |
| نصب | متر، تراز، پیچگوشتی شارژی، مته مناسب، پیچ کابینتی | سوراخکاری دقیق قبل از نصب. فشار بیشازحد وارد نشود. مراقبت از سطح براق در برابر ضربه و خط و خش. |
نکات ویژه برای کارگاه ها و برشکاران حرفه ای
- مرجع ورق معیوب : همیشه مرجعی برای ارجاع ورق معیوب (ورق هایی که دارای موج ، لب پریدگی ، لکه ، یا خش هستند) داشته باشید. این ورق ها را قبل از شروع کار از مجموعه اصلی جدا کنید تا از خط تولید خارج شوند.
- کنترل کیفیت : بازرسی کنترل کیفیت بعد از هر مرحله (برش ، لبه چسبانی ، و مونتاژ) فراموش نشود. این بازرسی ها به شناسایی زودهنگام اشکالات و جلوگیری از هدر رفتن مواد و زمان کمک می کنند.
- تنظیم دائمی دستگاه ها : تنظیم دائمی و کالیبراسیون اره و دستگاه لبه چسبان در برنامه کاری کارگاه گنجانده شود. این امر به حفظ دقت و کیفیت برش و چسبندگی کمک شایانی می کند.
- عدم فداکاری دقت برای صرفه جویی : هرگز برای صرفه جویی در زمان یا مواد ، برش و لبه چسباندن قطعات ریز را فدای دقت نکنید. کیفیت نهایی یک کابینت ، مجموعه کوچکی از این جزئیات است.
نتیجه گیری
در جمع بندی باید تأکید کرد که موفقیت در پروژه های کابینت هایگلاس ، به جز استفاده از مصالح مرغوب ، به رعایت کامل نکات « راهنمای ساخت کابینت هایگلاس » و همچنین توجه ویژه به برش ورق هایگلاس ، لبه چسبانی ورق هایگلاس و رعایت نکات نصب بستگی دارد. از تکرار اشتباهات رایج که ممکن است در این مقاله به آن ها اشاره شد ، اجتناب کنید تا کابینت هایگلاس شما مدلی نمونه برای مشتریان و بازار باشد. دقت ، ظرافت و استفاده از دانش فنی روز ، کلید رسیدن به نتایج حرفه ای در کار با ورق های هایگلاس است.